Вакуумный пресс для фасадов МДФ своими руками
Простой вакуумный станок своими руками

В наши дни повсеместно можно видеть изделия, которые изготавливаются по технологии вакуумной формовки. Такой подход позволяет быстро изготавливать пластиковую посуду, упаковку, манекены, тротуарную плитку и многое другое. Чтобы заняться вакуумной формовкой дома, понадобится специальный станок. Стоят такие приспособления дорого, да и слишком они громоздкие. В этой статье будет рассмотрен пример создания простого станка вакуумной формовки, в котором используется лишь пылесос и духовка.
Само собой мощность такого станка будет невелика, поэтому изготавливать громоздкие предметы или просто делать большое количество изделий за короткое время не выйдет. Но ради интереса и небольших бытовых потребностей такого станка вполне хватит. К тому же с помощью подобного станочка можно отлично делать корпуса для различных моделей, будь то корабли, самолеты или машины. Также можно изготавливать элементы для различных самоделок. Это устройство является неким своеобразным аналогом «3D-принтера».
Материалы и инструменты для самоделки:
– пылесос (чем мощнее, тем лучше);
– духовка (нужна для разогревания пластика);
– деревянные бруски;
– дрель;
– саморезы;
– шуруповерт или отвертка;
– фанера или ДСП (толщина 16 мм);
– силикон (в качестве герметика);
– ДВП для рабочей поверхности (подойдет и фанера);
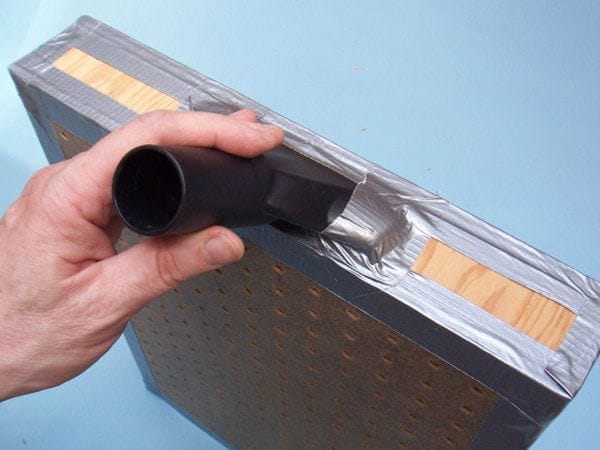
– алюминиевый скотч;
– дерево, гипс (или другие материалы для создания формы).

Процесс изготовления станка:
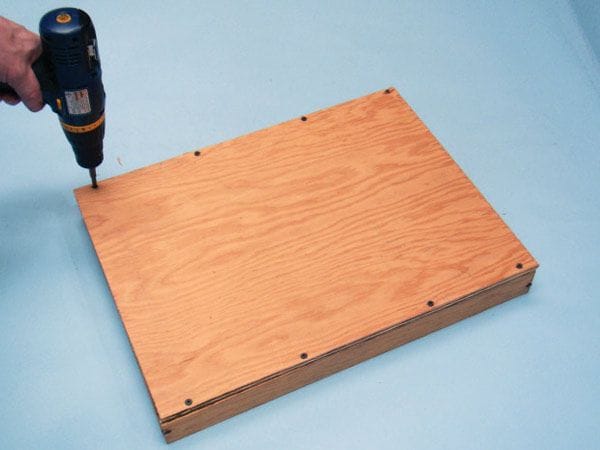
Шаг первый. Размеры вакуумного станка
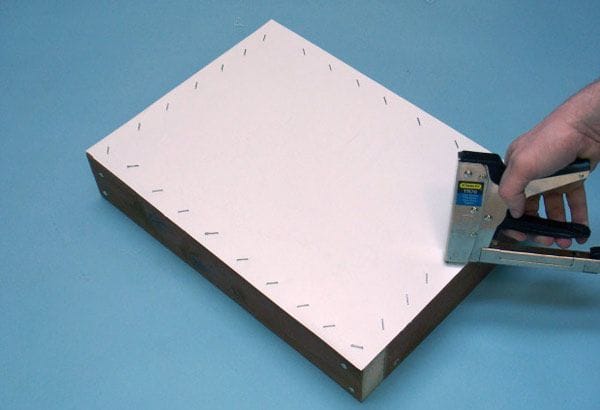
Основным элементом вакуумного станка можно считать рамку, на которой разогревается пластик, а также вакуумная камера. Размеры рамки должны быть такими, чтобы она помещалась в духовке. Также нужно учитывать размеры листов пластика, из которых будут создаваться будущие изделия. Рамка изготавливается из деревянных брусков.




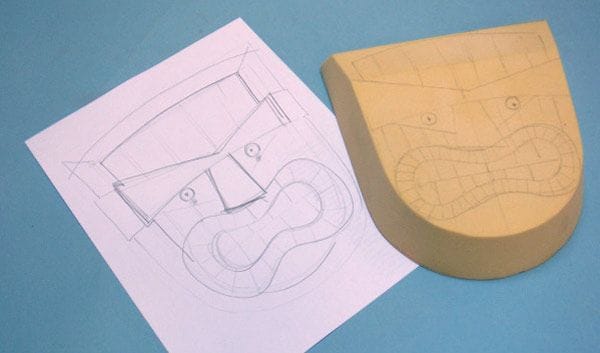
Шаг четвертый. Формы для самоделок. Процесс создания изделий
Для создания формы можно использовать различные материалы, к примеру, гипс, дерево и прочие. Если формы не обязаны быть идеально гладкими, то для этих целей идеально подойдет полиуретан, поскольку он легко обрабатывается канцелярским ножом.
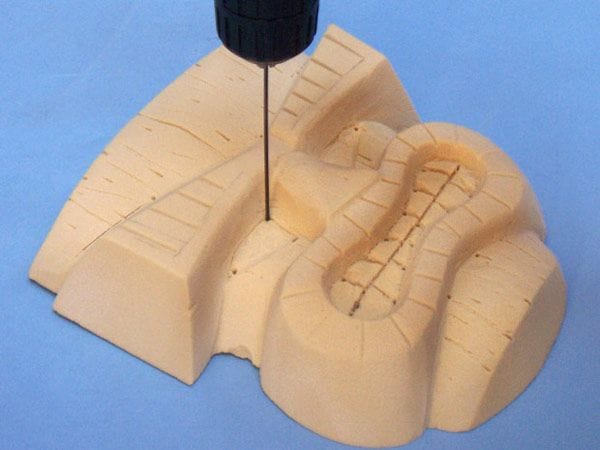
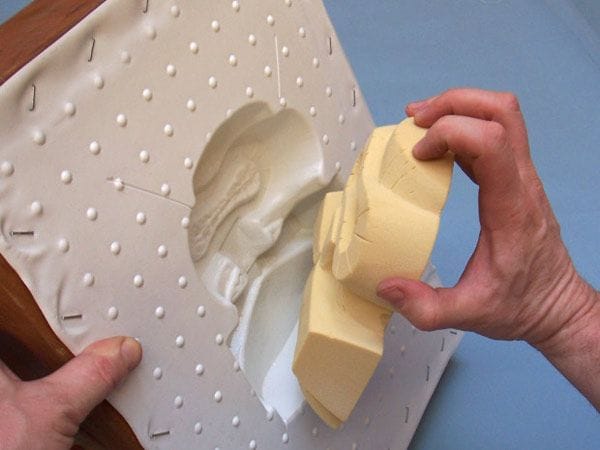
Если на форме есть вогнутые места, то здесь нужно просверлить отверстия, чтобы пластик могло «засосать» в эти углубления. Подойдет сверло диаметром 0,1 – 0,5 мм.
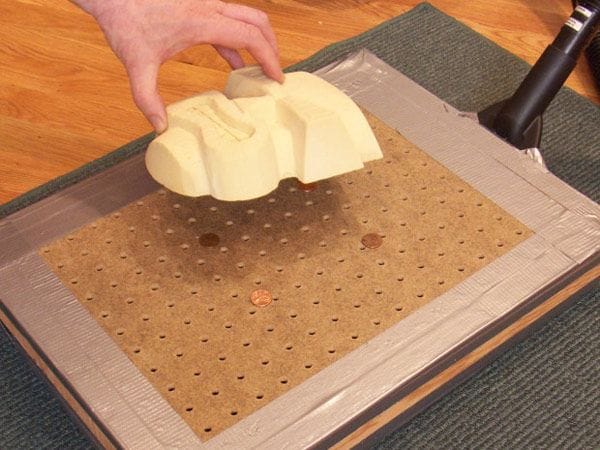

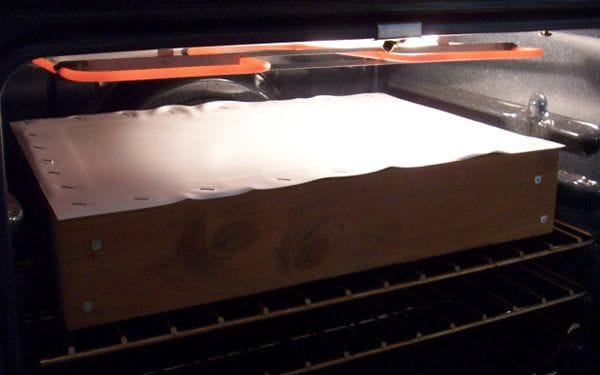
Теперь можно помещать пластик в духовку, прогретую до 190 градусов (для каждого типа пластика есть оптимальная температура размягчения). Через некоторое время пластик нагреется и станет провисать в рамке. Теперь его нужно вынимать и устанавливать на вакуумный станок. Впоследствии включается пылесос и пластик начинает обволакивать форму. При работе нужно использовать перчатки, так как рамка будет достаточно горячей.
Пылесосу нужно дать поработать порядка 20-ти секунд, потом рамку можно снимать извлекать изделие. Если в некоторых местах пластик плохо прилег к форме, можно воспользоваться строительным феном.





Источник: usamodelkina.ru
Изготовление радиусного шпонированного фасада в универсальном мембранно-вакуумном прессе
 Не боги горшки обжигают. Если кто-то производит и успешно продает красивые дорогие фасады МДФ, фанерованные натуральным шпоном, значит, сможете и вы. Главное, увидеть, как это делается, своими глазами. Надеемся, в этом вам поможет наш видео-урок.
Не боги горшки обжигают. Если кто-то производит и успешно продает красивые дорогие фасады МДФ, фанерованные натуральным шпоном, значит, сможете и вы. Главное, увидеть, как это делается, своими глазами. Надеемся, в этом вам поможет наш видео-урок.
 Не боги горшки обжигают. Если кто-то производит и успешно продает красивые дорогие фасады МДФ, фанерованные натуральным шпоном, значит, сможете и вы. Главное, увидеть, как это делается, своими глазами. Надеемся, в этом вам поможет наш видео-урок.
Не боги горшки обжигают. Если кто-то производит и успешно продает красивые дорогие фасады МДФ, фанерованные натуральным шпоном, значит, сможете и вы. Главное, увидеть, как это делается, своими глазами. Надеемся, в этом вам поможет наш видео-урок.Мебельные фасады, облицованные натуральным шпоном или файн-лайном, выглядят эффектно и дорого как створки из массива древесины, продаются на рынке довольно недешево, но при этом имеют очень неплохую рентабельность. Особенно стильно выглядят кухни и мебельные гарнитуры, имеющие радиусные шпонированные фасады на угловых секциях. Однако, огромная часть производителей фасадов не решается освоить технологию шпонирования, очевидно считая это уделом избранных. Мы же советуем всем вспомнить пару древних истин: “Не боги горшки обжигают” и “Путь осилит идущий”. Вооружитесь вниманием и терпением на полчасика, посмотрите наш видео-урок и почитайте описание технологии фанерования, приведенную ниже. Надеемся, увиденное вселит в вас уверенность в свои силы и сподвигнет вас к новым достижениям в вашей работе.
Итак, что потребуется нам для того, чтобы изготовить гнутый фасад, облицованный шпоном? В общем-то ничего сверхъестественного:
Материалы:
- МДФ или ХДФ толщиной 3 мм. Для экспериментов вполне подойдет даже ДВП.
- Листовой шпон древесины, необходимых размеров или файн-лайн
- Клей ПВА
- Лак (подробности лакирования шпона в данном уроке не рассматриваются)
Оборудование, приспособления и инструмент:
- Циркулярная пила или форматно-раскроечный станок
- Валик для нанесения клея
- Универсальный термо-вакуумный пресс
- Силиконовая мембрана
- Матрица
В нашем учебном видео показан процесс склеивания радиусного фасада, шпонирование плоских фасадов проводится по тому же принципу за исключением склеивания самого фасада. В плоских фасадах за основу берется просто МДФ толщиной 16 мм, на который в вакуумном прессе под мембраной наклеивается шпон. При этом обычно удобнее фасад в прессе укладывать на гладкую подложку шпоном вниз.
Основные этапы производства радиусных фасадов, облицованных шпоном.
1. Сборка слоеной заготовки радиусного шпонированного фасада
Принципиально можно фанеровать шпоном уже готовую радиусную заготовку, склеенную по гнуто-клеенной технологии в прессе. Однако, если совместить гнутье фасада и его шпонирование в один цикл, вы сэкономите время производства и электроэнергию как минимум в два раза.
Для сборки слоеного пирога фасада стандартной толщиной 16 мм вам потребуется пять слоев 3 мм МДФ или ХДФ. Форматировать куски нужно в размер фасада с припуском на обработку по всем четырем краям. Такого же размера потребуются куски шпона для облицовки лицевой, а в нашем случае и внутренней поверхности фасада. Внутреннюю сторону фасада можно кашировать специальным финишным материалом. С помощью валика равномерно наносим клей ПВА последовательно на каждый слой предварительно нарезанного в размер ХДФ, сразу укладывая его на предыдущий, чтобы клеевой слой не высыхал. Точно так же наносим клей на наружную сторону пирога и помещаем последний слой ― шпон. Получается этакий сэндвич: шпон, пять слоев ХДФ, опять шпон. Чтобы фасад получился ровным по диагоналям, этот сэндвич необходимо отцентровать и точно зафиксировать в верхней точке дуги матрицы саморезами. Для этого размечаем середину заготовки фасада и сверлим два отверстия по верхнему и нижнему краю заготовки. Учтите, что отверстия должны располагаться в зоне припуска на обработку.
2. Гнутьё заготовки фасада в прессе
Устанавливаем матрицу нужного радиуса на рабочий стол пресса.
Поясним, матрица ― это нижняя часть оснастки (иногда ошибочно называют пуансоном) для изготовления радиусных фасадов в прессе по гнуто-клеенной технологии. Для каждого фасада определенного радиуса требуется матрица соответствующего размера. Хорда матрицы должна быть больше хорды самого широкого фасада из вашего размерного ряда. На такой матрице можно гнуть фасады одного радиуса с разной длиной хорды и высотой створки.
Собранную многослойную заготовку помещаем в пресс на матрицу, совмещая отверстия посередине заготовки c продольной линией в верхней точке дуги матрицы. Фиксируем пирог заготовки в этих точках саморезами, мелкими гвоздиками или просто скотчем, что менее надежно, но бережет матрицу. Аккуратно накрываем весь стол пресса вакуумной мембраной, расправляем, зажимая ее прижимной рамой. Наша заготовка радиусного фасада готова к самому важному технологическому этапу ― вакуумированию.
Включаем вакуумный насос пресса, начиная откачивать воздух из-под мембраны. При этом важно следить, чтобы мембрану случайно не затащило разрежением под нижние края фасада между заготовкой и матрицей. В этом случае фасад будет безнадежно испорчен. Пока не поздно можно, выключив насос, слегка стравить воздух под мембрану краном и повторить откачку, немного помогая руками, загнув края нашего сэндвича вниз. Когда атмосферное давление с помощью мембраны полностью прижмет края заготовки будущего фасада к поверхности оснастки, можно опустить купол термо-модуля и включить нагрев.
Весь цикл вакуумирования при использовании клея ПВА займет у нас 20-30 минут. 10-15 нагрева при температуре 70-100 гр С и 10-15 минут остывания. Бояться, что клей сгорит не стоит. Температура внутри клеевых швов за 15 минут не успеет превысить критическое для ПВА значение. Обратите внимание, если фасад занимает лишь часть по длине пресса, вы можете включить нагреватели лишь в зоне над заготовкой, чтобы оптимизировать затраты электроэнергии. Заданную температуру термо-вакуумный пресс Maxim поддерживает автоматически, включая и выключая термоизлучатели время от времени. Точно также автоматика пресса поддерживает разрежение под мембраной в заданном диапазоне в течение получаса, включая пластинчато-роторный насос лишь иногда, чтобы восстановить вакуум до установленной границы. Автоматический режим управления современного пресса позволяет экономить электроэнергию и снижать себестоимость готовой продукции.
Через 15 минут выключаем нагрев, поднимаем купол нагревателя и, не выключая вакуумный насос, даем нашему слоеному пирожку остыть еще в течение 15 минут под мембраной.

Ну вот прошло 30 минут, болванка нашего фасада готова. Выключаем вакуумный насос, стравливаем краном воздух под мембрану, поднимаем раму, снимаем мембрану. Выкручиваем фиксирующие саморезы. Поднимаем заготовку и проверяем соответствие ее геометрии форме матрицы. Для этого поворачиваем ее на 180 градусов, опять опускаем на оснастку и смотрим насколько точно прилегают края заготовки. Фасад не должен зависать в воздухе на двух точках одной из диагоналей.
Источник: stankomax.ru
Технология мембранно-вакуумного прессования

Технология мембранно-вакуумного прессования позволяет облицовывать декоративной пленкой различные поверхности, в том числе с достаточно глубоким рельефом. Сложность производственного процесса требует от изготовителей особого внимания, как к отдельным технологическим нюансам, так и к применяемым в производстве материалам.
Область применения мембранно-вакуумного прессования очень широка: это и объемные мебельные фасады из MDF, и дверные полотна, и закругленные столешницы, и различные декоративные элементы мебели. Облицовывание всех этих объектов осуществляется при помощи вакуумного пресса (с мембраной или без нее). Как правило, в производстве при этом используются пленки ПВХ толщиной 0,3-0,5 мм (реже 0,25 мм), однотонные, с печатным рисунком, текстурой.
Для того чтобы избежать проблем при производстве и минимизировать количество брака, необходимо строгое соблюдение технологии и контроль качества на каждом этапе.

Требования к помещению для нанесения клея и сушки деталей
Помещение для нанесения клея должно быть оборудовано вытяжной камерой с гидрозавесой либо с сухим фильтром. Камеру необходимо содержать в полной чистоте, производить ежедневную уборку ее стенок и рабочего стола.
Кроме того, необходимо установить вытяжную вентиляцию и изолировать помещение от шлифовального и прочего . Каждые два часа следует проводить мокрую уборку полов и каждую неделю – полную очистку находящегося оборудования от пыли. Желательно создать в помещении избыточное давление для того, чтобы предотвратить попадание пыли из соседних помещений.
Этап 1. Подготовка деталей

Перед облицовыванием детали следует подготовить к нанесению клея следующим образом:
› Провести аккликатизацию в цехе в течение не менее трех суток.
› Очистить детали от пыли, жиров и масел.
› Проверить влажность склеиваемых материалов – она должна соответствовать техническим требованиям.
› Отшлифовать поверхность пласти, кромки и фрезерованного рисунка с применением шкурки №№ 280-320.
Этап 2. Приготовление клея

Для приклеивания ПВХ-пленки к поверхности может использоваться двух- или однокомпонентный клей. Если однокомпонентный клей поставляется полностью готовым к применению, то перед использованием двухкомпонентного состава его нужно приготовить: смешать с отвердителем, поместив в чистую емкость необходимое количество клея и отвердителя. Смесь тщательно перемешивается, по возможности механическим путем с использованием мешалки.
Перед нанесением клей пропускают через фильтр с ячейкой 300 мкм, чтобы избежать дальнейшего забивания сопла пистолета при нанесении клея. Наиболее благоприятная температура нанесения – 18-23°С.
Этап 3. Настройка пистолета
Клей наносится на детали методом пневматического распыления с использованием специальных пистолетов для клеевых материалов. Выбор диаметра сопла зависит от типа клея: для клеев стандартной вязкости (600–1 300мПа*с) диаметр сопла должен быть 1,4-1,6 мм, для составов увеличенной вязкости (2 000-3 000 мПа*с) – 1,8-2,0 мм.
Трубопровод воздуха должен быть оборудован масло- и влагоотделителем, а также редуктором для регулирования давления.
При настройке пистолета необходимо соблюдать следующие правила:
› контур факела должен быть ровным, без пропусков;
› соотношение расхода клея и воздуха необходимо выбирать таким образом,
чтобы исключить лишнее туманообразование.
Давление воздуха на пистолет не должно превышать 2,5-3,0 атм.
Этап 4. Нанесение клея

Клей может наноситься как на одну деталь, так и на несколько деталей в стопе. Работу начинают с кромки элемента – устанавливается самый узкий факел и производится нанесение клея вдоль детали. Необходимо равномерно перемещать пистолет, чтобы состав наносился без пропусков и потеков, по отношению к кромке детали пистолет должен быть расположен параллельно. Расстояние от поверхности детали до пистолета должно составлять 200-250 мм.
Таким образом клей наносится на все кромки. Из-за того, что кромки деталей и фрезерованного рисунка обладают большой впитывающей способностью, необходимо двойное нанесение клея для хорошей прочности склеивания. Для клеев стандартной вязкости возможно второе нанесение клея способом «мокрый по мокрому», а для клеев с увеличенной вязкостью – с промежуточной сушкой в 5-10 мин.
Затем клей наносится на фрезерованный рисунок с последовательным прохождением всех линий узора. Здесь тоже рекомендуется двойное нанесение. Обычно расход клея составляет 100 г/м2.
После этого клей наносится на пласть детали – факел делается максимально широким, расход клея составляет 50 г/м2.
Пистолет следует как можно чаще чистить, особенно после длительных перерывов в использовании.
Этап 5. Сушка деталей

Детали с нанесенным клеем помещаются на специальные стеллажи. Минимальное время сушки составляет 30 мин. Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Этап 6. Шлифовка клеевого слоя
При использовании глянцевых пленок перед облицовыванием деталей в мембранно-вакуумном прессе клеевой слой необходимо располировать шкуркой №320. Если пленка матовая (рифленая, под дерево), шлифовка не нужна.
Этап 7. Подбор режимов прессования

В техническом описании на каждый клей для мембранно-вакуумного прессования указана температура активации, при которой клей начинает «сшивать» склеиваемые материалы. Режимы прессования (температуру прогрева пленки, время прогрева пленки, время прессования и т. д.) необходимо подбирать таким образом, чтобы достичь этой температуры в клеевом слое на кромке детали.
Для каждой пленки режимы прессования разные, они подбираются индивидуально и для этого производится «холостая» запрессовка. Часто производитель ПВХ-пленки указывает наиболее оптимальные температурные режимы для каждой конкретной пленки.
Полный цикл прессования обычно составляет 3-5 мин.
При соблюдении всех этих нюансов значительно снижается вероятность появления брака. Если это все же произошло, необходимо внести изменения в технологические процессы для того, чтобы предотвратить возникновение брака в будущем.
Причины наиболее частых проблем при облицовывании деталей термопластичными пленками

Возможные причины
› Неправильная настройка пистолета: высокое давление (5-6 атм), несбалансированное соотношение «воздух-клей». Это приводит к тому, что клей ложится на деталь крупными каплями.
› Избыточное нанесение клея на поверхность фасада. Следует помнить, что основной слой клея нужно наносить на участки фрезеровки и торцы детали. Остальная поверхность фасада MDF лишь слегка напыляется быстрыми движениями пистолета.
› Качество обработки поверхности MDF.
Поднятие ворса плиты после нанесения клея обусловлено низким качеством панели: затупленным инструментом, используемым при ее обработке, недостаточной шлифовкой заготовки фасада. Удаление данных дефектов следует произвести с помощью наждачной губки, но не шлифованием, а сбиванием вкраплений легкими движениями.
› Грязь в цехе, мусор под ПВХ-пленкой.
ПВХ-пленки обладают способностью к образованию на поверхности статического электричества, поэтому притягивает практически весь мусор на удалении до 30 см от пленки, а также летающую в воздухе пыль, в т. ч. от клея, если кабина для нанесения клея расположена рядом и не оборудована соответствующими вытяжками и ограждениями.
› Наличие мусора на самих заготовках фасадов MDF. Обычно это является следствием неаккуратности рабочих или недостаточной чистоты помещения, в т. ч. потолка.
Мусор под пленкой ПВХ в рулоне. Случается, что производители дешевой пленки экономят на оборудовании для контроля за качеством и чистотой своей продукции.
Отклеивание ПВХ-пленки на торцах готового изделия

Возможные причины
› Неполное отверждение клея, которое возникает из-за того, что не была достигнута требуемая температура активации в клеевом слое.
› Отклеивание пленки может происходить как сразу после прессования, так и в процессе эксплуатации готового изделия.
Заломы пленки

Возможные причины
› Неравномерный прогрев пленки.
› Нарушение раскладки деталей по столу (несоблюдение расстояния между деталями по длине и ширине).
› Неправильный подбор толщины прокладки.
Белизна на пленке
Возможные причины
› Недостаточный прогрев пленки.
Возможные причины
› Недостаточная просушка деталей после нанесения клея.
› Неравномерная протяжка пленки после вакуумирования.
Источник: www.lkmportal.com
Технология мембранно-вакуумного прессования
Технология мембранно-вакуумного прессования позволяет облицовывать декоративной пленкой различные поверхности, в том числе с достаточно глубоким рельефом. Сложность производственного процесса требует от изготовителей особого внимания как к отдельным технологическим нюансам, так и к применяемым в производстве материалам.
Область применения мембранно-вакуумного прессования очень широка: это и объемные мебельные фасады из MDF, и дверные полотна, и закругленные столешницы, и различные декоративные элементы мебели. Облицовывание всех этих объектов осуществляется при помощи вакуумного пресса (с мембраной или без нее). Как правило, в производстве при этом используются пленки ПВХ толщиной 0,3-0,5 мм (реже 0,25 мм), однотонные, с печатным рисунком, текстурой.
Для того, чтобы избежать проблем при производстве и минимизировать количество брака, необходимо строгое соблюдение технологии и контроль качества на каждом этапе.

Требования к помещению для нанесения клея и сушки деталей
Помещение для нанесения клея должно быть оборудовано вытяжной камерой с гидрозавесой либо с сухим фильтром. Камеру необходимо содержать в полной чистоте, производить ежедневную уборку ее стенок и рабочего стола.
Кроме того, необходимо установить вытяжную вентиляцию и изолировать помещение от шлифовального и прочего . Каждые два часа следует проводить мокрую уборку полов и каждую неделю – полную очистку находящегося оборудования от пыли. Желательно создать в помещении избыточное давление для того, чтобы предотвратить попадание пыли из соседних помещений.
Этап 1. Подготовка деталей

Перед облицовыванием детали следует подготовить к нанесению клея следующим образом:
› Провести акклиматизацию в цехе в течение не менее трех суток.
› Очистить детали от пыли, жиров и масел.
› Проверить влажность склеиваемых материалов – она должна соответствовать техническим требованиям.
› Отшлифовать поверхность пласти, кромки и фрезерованного рисунка с применением шкурки №№ 280-320.
Этап 2. Приготовление клея

Для приклеивания ПВХ-пленки к поверхности может использоваться двух- или однокомпонентный клей. Если однокомпонентный клей поставляется полностью готовым к применению, то перед использованием двухкомпонентного состава его нужно приготовить: смешать с отвердителем, поместив в чистую емкость необходимое количество клея и отвердителя. Смесь тщательно перемешивается, по возможности механическим путем с использованием мешалки.
Перед нанесением клей пропускают через фильтр с ячейкой 300 мкм, чтобы избежать дальнейшего забивания сопла пистолета при нанесении клея. Наиболее благоприятная температура нанесения – 18-23°С.
Этап 3. Настройка пистолета
Клей наносится на детали методом пневматического распыления с использованием специальных пистолетов для клеевых материалов. Выбор диаметра сопла зависит от типа клея: для клеев стандартной вязкости (600–1 300мПа*с) диаметр сопла должен быть 1,4-1,6 мм, для составов увеличенной вязкости (2 000-3 000 мПа*с) – 1,8-2,0 мм.
Трубопровод воздуха должен быть оборудован масло- и влагоотделителем, а также редуктором для регулирования давления.
При настройке пистолета необходимо соблюдать следующие правила:
› контур факела должен быть ровным, без пропусков;
› соотношение расхода клея и воздуха необходимо выбирать таким образом,
чтобы исключить лишнее туманообразование.
Давление воздуха на пистолет не должно превышать 2,5-3,0 атм.
Этап 4. Нанесение клея

Клей может наноситься как на одну деталь, так и на несколько деталей в стопе. Работу начинают с кромки элемента – устанавливается самый узкий факел и производится нанесение клея вдоль детали. Необходимо равномерно перемещать пистолет, чтобы состав наносился без пропусков и потеков, по отношению к кромке детали пистолет должен быть расположен параллельно. Расстояние от поверхности детали до пистолета должно составлять 200-250 мм.
Таким образом клей наносится на все кромки. Из-за того, что кромки деталей и фрезерованного рисунка обладают большой впитывающей способностью, необходимо двойное нанесение клея для хорошей прочности склеивания. Для клеев стандартной вязкости возможно второе нанесение клея способом «мокрый по мокрому», а для клеев с увеличенной вязкостью – с промежуточной сушкой в 5-10 мин.
Затем клей наносится на фрезерованный рисунок с последовательным прохождением всех линий узора. Здесь тоже рекомендуется двойное нанесение. Обычно расход клея составляет 100 г/м2.
После этого клей наносится на пласть детали – факел делается максимально широким, расход клея составляет 50 г/м2.
Пистолет следует как можно чаще чистить, особенно после длительных перерывов в использовании.
Этап 5. Сушка деталей

Детали с нанесенным клеем помещаются на специальные стеллажи. Минимальное время сушки составляет 30 мин. Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Этап 6. Шлифовка клеевого слоя
При использовании глянцевых пленок перед облицовыванием деталей в мембранно-вакуумном прессе клеевой слой необходимо располировать шкуркой №320. Если пленка матовая (рифленая, под дерево), шлифовка не нужна.
Этап 7. Подбор режимов прессования

В техническом описании на каждый клей для мембранно-вакуумного прессования указана температура активации, при которой клей начинает «сшивать» склеиваемые материалы. Режимы прессования (температуру прогрева пленки, время прогрева пленки, время прессования и т. д.) необходимо подбирать таким образом, чтобы достичь этой температуры в клеевом слое на кромке детали.
Для каждой пленки режимы прессования разные, они подбираются индивидуально и для этого производится «холостая» запрессовка. Часто производитель ПВХ-пленки указывает наиболее оптимальные температурные режимы для каждой конкретной пленки.
Полный цикл прессования обычно составляет 3-5 мин.
При соблюдении всех этих нюансов значительно снижается вероятность появления брака. Если это все же произошло, необходимо внести изменения в технологические процессы для того, чтобы предотвратить возникновение брака в будущем.
Причины наиболее частых проблем при облицовывании деталей термопластичными пленками
- Шагрень (эффект «апельсиновой корки»)
Возможные причины
› Неправильная настройка пистолета: высокое давление (5-6 атм), несбалансированное соотношение «воздух-клей». Это приводит к тому, что клей ложится на деталь крупными каплями.
› Избыточное нанесение клея на поверхность фасада. Следует помнить, что основной слой клея нужно наносить на участки фрезеровки и торцы детали. Остальная поверхность фасада MDF лишь слегка напыляется быстрыми движениями пистолета.
› Качество обработки поверхности MDF.
Поднятие ворса плиты после нанесения клея обусловлено низким качеством панели: затупленным инструментом, используемым при ее обработке, недостаточной шлифовкой заготовки фасада. Удаление данных дефектов следует произвести с помощью наждачной губки, но не шлифованием, а сбиванием вкраплений легкими движениями.
› Грязь в цехе, мусор под ПВХ-пленкой.
ПВХ-пленки обладают способностью к образованию на поверхности статического электричества, поэтому притягивает практически весь мусор на удалении до 30 см от пленки, а также летающую в воздухе пыль, в т. ч. от клея, если кабина для нанесения клея расположена рядом и не оборудована соответствующими вытяжками и ограждениями.
› Наличие мусора на самих заготовках фасадов MDF. Обычно это является следствием неаккуратности рабочих или недостаточной чистоты помещения, в т. ч. потолка.
Мусор под пленкой ПВХ в рулоне. Случается, что производители дешевой пленки экономят на оборудовании для контроля за качеством и чистотой своей продукции.
- Отклеивание ПВХ-пленки на торцах готового изделия
Возможные причины
› Неполное отверждение клея, которое возникает из-за того, что не была достигнута требуемая температура активации в клеевом слое.
› Отклеивание пленки может происходить как сразу после прессования, так и в процессе эксплуатации готового изделия.
- Заломы пленки
Возможные причины
› Неравномерный прогрев пленки.
› Нарушение раскладки деталей по столу (несоблюдение расстояния между деталями по длине и ширине).
› Неправильный подбор толщины прокладки.
- Белизна на пленке
Возможные причины
› Недостаточный прогрев пленки.
- Вздутие пленки
Возможные причины
› Недостаточная просушка деталей после нанесения клея.
› Неравномерная протяжка пленки после вакуумирования.
Источник: homa.ru
Вакуумный пресс: конструкция, выбор техники, сферы применения
 Вакуумный пресс — это высокотехнологичное современное оборудование, которое применяется при изготовлении облицованных МДФ и ДСП панелей. Современные станки отличаются производительностью, надежностью работы и полностью управляются электроникой.
Вакуумный пресс — это высокотехнологичное современное оборудование, которое применяется при изготовлении облицованных МДФ и ДСП панелей. Современные станки отличаются производительностью, надежностью работы и полностью управляются электроникой.
Назначение вакуумных и мембранных прессов
Основное назначение таких прессов — это облицовка МДФ и ДСП панелей ПВХ пленкой и натуральным шпоном. Сегодня, когда такие недорогие облицованные пленкой и шпоном панели пользуются популярностью на рынке, прессы стали востребованным оборудованием, без которого не обходится ни одно деревообрабатывающее и мебельное производство.
Использование таких установок позволяет осуществлять отделку:
- Корпусной мебели.
- Филенок.
- Кухонных фасадов.
- Дверных полотен.
- Различной мебельной продукции.
Если в прошлом техника управлялась исключительно оператором и имела механический привод, то сегодня наибольшей популярностью пользуется полностью автоматизированное оборудование, управление которого осуществляется через заранее заданные программы.
Конструкция прессов
Несмотря на свою технологичность и широкое использование автоматики конструкция оборудования отличается простотой. Стандартный вакуумный пресс состоит из следующих элементов:
- Непосредственно пресса, который изготовлен в виде накатываемой или откидной крышки.
- Нагревательной установки, которая выполняется контактной или инфракрасной.
- Прижимная рама, изготовленная из прочного металла.
- Вакуумный насос.
- Рабочая поверхность.
В последние годы широкое распространение получил термовакуумный пресс, который использует дополнительные насосы, позволяющие обеспечивает плотное прилегание плёнки и шпона к заготовкам, что достигается за счёт полного откачивания воздуха. Такие термовакуумные установки обеспечивают давление порядка 8,5 килограмм на сантиметр квадратный. А вот стандартные модели работают с давлением не более 1 килограмм на сантиметр квадратный.
Основное назначение такого оборудования — это облицовка шпоном и пленкой деталей, которые имеют сложную конфигурацию. А вот стандартные модели станут оптимальным выбором для отделки шпоном заготовок с простой формой.
Выбор техники
 Такое оборудование выбирают в первую очередь в зависимости от особенностей эксплуатации и характеристик обрабатываемых заготовок. Например, необходимо обратить внимание на размер рабочей поверхности вакуумного пресса. Сегодня наибольшее распространение получило вакуумное оборудование для прессования, которое предназначено для обработки заготовок с размером в 1400 миллиметров. А также можно подобрать модели техники от российских, китайских и западноевропейских производителей, которые предназначены для использования с меньшими или большими по своим габаритам заготовками.
Такое оборудование выбирают в первую очередь в зависимости от особенностей эксплуатации и характеристик обрабатываемых заготовок. Например, необходимо обратить внимание на размер рабочей поверхности вакуумного пресса. Сегодня наибольшее распространение получило вакуумное оборудование для прессования, которое предназначено для обработки заготовок с размером в 1400 миллиметров. А также можно подобрать модели техники от российских, китайских и западноевропейских производителей, которые предназначены для использования с меньшими или большими по своим габаритам заготовками.
В том случае, если последующая нагрузка на такое оборудование будет не слишком высокой, то можно использовать простые модели прессов с полностью ручным управлением. А вот если планируется применение таких установок на промышленном производстве, соответственно на пресс будет приходиться повышенная нагрузка, то необходимо выбирать профессиональные промышленные модели, которые оснащены современной автоматикой и полностью управляются через заданные предварительно программы.
При выборе такого оборудования также необходимо обратить внимание на особенности и характеристики используемых нагревательных модулей. Сегодня в таких прессах используются кварцево-галогенные нагреватели, которые отличаются экономичностью, потребляют минимум электроэнергии и обеспечивают максимально быстрый и качественный прогрев. А вот в установках с небольшой производительностью используются инфракрасные лампы или же обдув заготовок тёплым воздухом, который предварительно нагревается ТЭНами.
 Качественные современные модели таких прессов оснащаются дополнительным подогревом стола, что позволяет обеспечить качественную отделку заготовок пластиковой пленкой и шпоном, гарантируя долговечность и прочность выполненной обработки и крепления декоративных элементов.
Качественные современные модели таких прессов оснащаются дополнительным подогревом стола, что позволяет обеспечить качественную отделку заготовок пластиковой пленкой и шпоном, гарантируя долговечность и прочность выполненной обработки и крепления декоративных элементов.
От качества и характеристик установленного вакуумного насоса во многом будет зависеть беспроблемность эксплуатации такого мембранно-вакуумного пресса. Наибольшее распространение с таким оборудованием получили масляные насосы, которые отличаются высокой производительностью и простотой в обслуживании. На бюджетные варианты техники могут устанавливаться водокольцевые или же безмаслянные сухие насосы, которые имеют низкую производительность, но при этом отличаются доступной стоимостью.
 А также мембранные прессы могут различаться дополнительным оборудованием, что позволяет существенно расширить возможности по использованию техники. Пресс может отличаться дополнительным пультом управления, иметь возможность изготовления гнутых радиусных фасадов МДФ, оснащаться антистатическими щетками, разматывающими устройствами, системами опоры и так далее.
А также мембранные прессы могут различаться дополнительным оборудованием, что позволяет существенно расширить возможности по использованию техники. Пресс может отличаться дополнительным пультом управления, иметь возможность изготовления гнутых радиусных фасадов МДФ, оснащаться антистатическими щетками, разматывающими устройствами, системами опоры и так далее.
Мембранно-вакуумный пресс — это востребованное оборудование, которое предназначается для облицовки МДФ и ДСП заготовок поливинилхлоридной пленкой и натуральным шпоном. Такие установки используются при изготовлении мебели, дверей и различных деревянных изделий. Сегодня в продаже можно подобрать различные по своей конструкции и стоимости оборудование, которое будет отличаться своей производительностью, предназначением и другими эксплуатационными характеристиками.
Источник: tokar.guru