Как ровно просверлить отверстие в торце ДСП?
Мебельные конфирматы: размеры, сверла и отверстия под евровинт (еврошуруп)
Конфирмат – это наиболее популярный крепежный элемент, используемый при производстве корпусной мебели. Распространение конфирматы получили еще в 90-х годах прошлого века и с тех пор активно используются специалистами, работающими в мебельном производстве.

Конфирматы отлично подходят для сборки самодельной мебели
Правильное название этого крепежного элемента (наряду с бытующими среди домашних мастеров обозначениями «еврошуруп», «евровинт», а иногда просто «еврик») – «одноэлементная стяжка». Указанное же в заголовке слово произошло от наименования торговой марки Confirmat, которое немецкая компания Hafele начала использовать при выпуске крепежных элементов данного типа.
Особенности конструкции и преимущества использования
Конфирматы представляют собой винты, оснащенные потайной головкой, в которой имеются шлицы двух типов. Благодаря наличию этих шлицев еврошурупы можно закручивать как четырех-, так и шестигранной отверткой. Стержень такого винта имеет тупой конец, а на его рабочую часть нанесена широко выступающая резьба. Нижние витки резьбы предназначены для нарезания резьбы в предварительно подготовленном отверстии, поэтому они имеют коническую форму и выполнены с зазубринами. Под головкой евровинты имеют гладкую (без резьбы) поверхность.

Значимые части конфирмата
На всех конфирматах есть защитное покрытие из цинка, латуни или никеля, а изготавливают их из высококачественной углеродистой стали. Применение такой стали позволяет придать евровинтам высокую пластичность, благодаря чему они гнутся, но не ломаются. Высокая пластичность конфирматов обеспечивает их легкое извлечение из мебели даже в том случае, если их монтаж выполнен неправильно.
Использование конфирматов позволяет соединять мебельные элементы, изготовленные не только из натуральной древесины, но также из продуктов ее переработки – МДФ и ДСП. По соотношению наружного диаметра резьбы и длины винта крепежные изделия данного типа представлены на современном рынке в следующих типоразмерах: 5х40, 5х50, 6,3х40, 6,3х50, 7х40, 7х50, 7х60 и 7х70 мм. При этом наиболее популярными являются еврошурупы, длина которых составляет 50 и 70 мм, а диаметр резьбы – 7 мм.
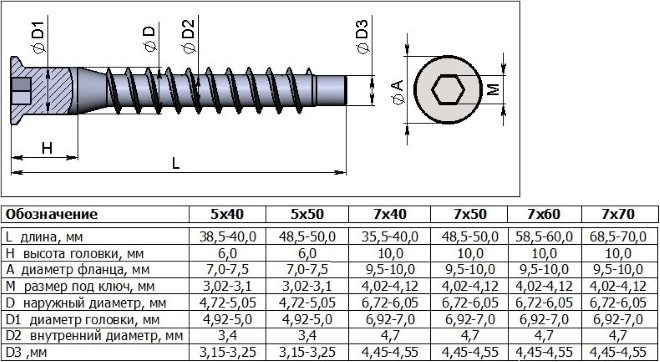
Размеры распространенных конфирматов
Существуют разновидности конфирматов, выпускаемых с обычной шляпкой. При их применении требуется дополнительное зенкование отверстия. Отдельные категории конфирматов изготавливаются со специальным зубом, расположенным под шляпкой. Назначение такого зуба состоит в том, чтобы при монтаже крепежного элемента сформировать фаску, в которой будет располагаться его шляпка.
Если шляпка конфирмата будет находиться на лицевой стороне мебельного изделия, ее можно замаскировать при помощи декоративной заглушки или наклейки, которые сегодня в большом ассортименте предлагает любой строительный магазин. Выбирая такие декоративные элементы, следует учитывать не только размеры шляпки евровинта, но также фактуру и цвет элементов конструкции мебели, которые соединены с его помощью.

Диаметр закрепляющего декоративной выступа заглушки должен подходить под размер углубления в шляпке конфирмата
Как выполняется крепеж с помощью евровинтов
Для использования конфирматов требуются определенные навыки работы с такими крепежными элементами, а также знание особенностей материала, из которого выполнены соединяемые изделия. Сверление под конфирмат выполняется инструментом, диаметр которого составляет 4,5–5 мм. При этом лучше всего использовать сверла, на которых закреплена ступенчатая фреза, позволяющая сразу снять фаску под расположение головки винта. Применяя такой инструмент, можно получить готовое отверстие за один проход. Фреза в этом случае формирует идеальную поверхность под шляпку винта, чего нельзя сказать о сверле, которое при извлечении может оставлять на краях отверстия сколы (их, однако, будет прикрывать впоследствии шляпка конфирмата).
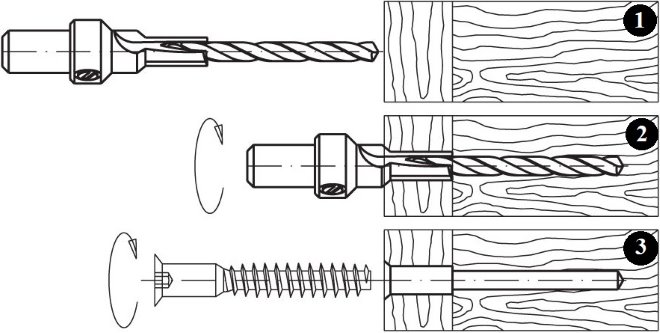
Последовательность установки евровинта
Еврошурупы, если сравнивать их с крепежными элементами других типов, обеспечивают более надежную фиксацию соединяемых деталей. Объясняется это более широким расположением резьбовых элементов, которые надежно врезаются в материал. Устанавливают конфирматы вручную, а также с помощью электродрели с соответствующими насадками или шуруповерта. Тем, кто не имеет опыта работы с такими крепежными элементами, лучше устанавливать их вручную, чтобы в случае чрезмерного сопротивления винта иметь возможность в любой момент извлечь его из соединяемых мебельных элементов.
Как просверлить отверстие под размещение конфирмата
Конфирмат вворачивается в предварительно подготовленное отверстие, поэтому вопрос о том, как сверлить такое отверстие, достаточно актуален. Для этого потребуются следующие инструменты и материалы:
- шуруповерт или электрическая дрель;
- бита соответствующего размера;
- сверло для конфирмата;
- измерительный инструмент, в качестве которого может быть использована линейка (или строительная рулетка);
- карандаш;
- шило.
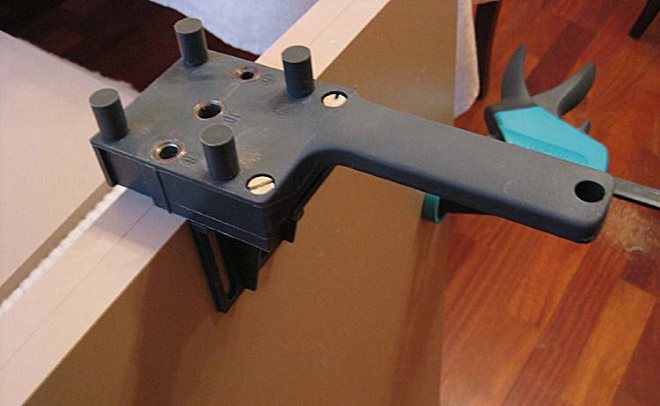
Для облегчения разметки и выдерживания строго перпендикулярного положения сверла используют шаблон для сверления отверстий под конфирмат
Размеры отверстия под еврошуруп
Для сборки мебели обычно используются еврошурупы, размеры которых составляют 6,4х50 мм. Для выполнения отверстий под такой конфирмат, наружный диаметр резьбы которого составляет 6,4 мм, а размер поперечного сечения тела винта – 4,4 мм, используется сверло с диаметром 4,5–5 мм. Сверление отверстий под конфирмат данного типа следует выполнять на глубину не менее 50 мм. Если диаметр отверстия будет больше указанного значения, то евровинт просто не будет держаться, если меньше – может разорвать мебельный элемент, в который вкручивается.

Ступенчатое сверло подбирается исходя из размеров конкретной модели евровинта
Сверло, при помощи которого делают отверстия для конфирмата, должно быть оснащено специальной рабочей головкой. Она, с одной стороны, подготавливает расширенное отверстие под шейку винта, с другой – проводит зенковку места, где будет размещаться его шляпка. Для размещения конфирмата сверло можно использовать и обычное, но в таком случае необходимо подготовить места для шейки крепежа и его шляпки.
Разметка мест сверления
Надежность и качество соединения, выполняемого при помощи конфирматов, во многом зависят от точности разметки будущих отверстий для них. На элементе, который будет накладываться на торец другого элемента мебельной конструкции, делают два типа разметки:
- глубина сверления (5–10 см);
- центр будущего отверстия (если толщина стыкуемой детали составляет 16 мм, он должен находиться на расстоянии 8 мм от края плиты).
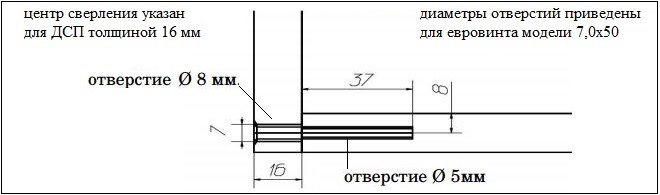
Схема сверления отверстий под евровинт
На стыкуемом элементе разметку точки сверления выполняют на его торце, располагая ее строго посередине мебельной плиты.
Чтобы выполнить разметку мест сверления максимально точно, можно воспользоваться следующим несложным приемом: в накладываемой детали после предварительной разметки выполняют сквозное отверстие, через которое, приложив первую деталь ко второй, вращающимся сверлом намечают место расположения второго отверстия под еврошуруп.
Выполнение отверстий
Чтобы максимально качественно выполнить отверстия под размещение конфирматов, желательно следовать нижеприведенным рекомендациям.
- Перед сверлением детали необходимо подложить под нее кусок ненужного ДСП: это позволит избежать появления сколов на выходе создаваемого отверстия.
- Формированием мест под шейку и шляпку конфирмата в уже выполненном отверстии можно заниматься, держа обрабатываемую деталь на весу.
- Выполняя сверление как в пласте детали, так и в ее торце, сверло располагают строго перпендикулярно. Это позволит получить качественный результат и не повредить деталь.
- При одновременном сверлении двух деталей их необходимо надежно зафиксировать в требуемом положении, для чего можно использовать струбцины и другие зажимные приспособления. Это наиболее точный и быстрый способ создания отверстий для конфирматов.
- При сверлении отверстий под шканты используемый инструмент желательно оснастить ограничителем глубины, что позволит не испортить обрабатываемые детали, просверлив их насквозь.
Источник: met-all.org
Тема: Сверловка торцов под конфирматы (фрезером?)
Опции темы

Сверловка торцов под конфирматы (фрезером?)
До сего, сверлился в поделках на глаз, под шурупы в ДСП, потом шлифмашиной доводил грани.
Сейчас мылюсь собрать комодик из мебельного щита, соответственно уже будут конфирматы (сами по себе толще шурупа), и толщина доски =16мм. Нужна точность, легко закосить.
Понимаю, что есть кондукторы типа:
http://www.master-drel.ru/katalog/pr. or-kwb-7580-00
Жаба сразу завыла, и неясно конечное качество (всё равно сверло может увести?). Слышал звон, что можно ровно сверлиться фрезером – а как? И как совместить отверстия в пласти?
Чувствую, что только угловые струбцины помогут, это так?

Re: Сверловка торцов под конфирматы (фрезером?)
Re: Сверловка торцов под конфирматы (фрезером?)
Кондуктор делается элементарно. берем либо квадратную стальную трубу 20*20 либо 20*40. Главное – толщина стенок побольше.
Дальше размечаем на этом кондукторе отверстия, на расстоянии 8мм от края(половина толщины листа ДСП). Сверлим на станке, для получения макс перпендикулярности, в плоскости 20мм.
Теперь все просто, на стол кладем ДСП, перед ДСП кладем кондуктор. Кондуктор можно прижать к столу струбцинами.
Выравнивая край ДСП по краю кондуктора, закрепляем ДСП. И сверлим через кондуктор дрелью. Сверло в дрель в глубину ставим так, чтобы сверлить до упора по кондуктору.
Я делал второй кондуктор из дюралевого уголка, для сверления в плоскости ДСП.Сверлил его через первый кондуктор.
Уголок прижимался к листу, перпендикулярность обеспечивал угольником. После сверлил на треть глубины ручной дрелью.
Потом уже без кондуктора сверлил по полученным отверстиям рабочим диаметром.
Все собиралось на ура без багов(кухонный хитрый шкафчик порядка 60 шурупов). При этом для торцов вообще не делал разметку, а для плоскости надо было только смещение точно выставить один раз на ряд отверстий.
Разметка смещения делалась так, по рулетке примерно наклеил малярный скотч, потом уже на скотче точно карандашом все линии разметки.
Потом только точно по линии угольник ставить и прижимать, все действия группируются, скорость максимальна.
Re: Сверловка торцов под конфирматы (фрезером?)
Сверлил отверстия в торцах без кондуктора, направление сверла удерживал глазомером. Вначале намечал отверстия тонким сверлом, иначе сверло пятёрку (кажется) может увести с линии симметрии.
Если бы у меня были подчинённые слесаря, я бы конечно велел им сделать кондукторов, да побольше. Но приходится работать с тем, что есть чего нет. В общем, не так страшно.
Re: Сверловка торцов под конфирматы (фрезером?)
Для этого вытачивают сверло с длинным остриём по типу перьевых, для дсп его желательно делaть длинной не менее диаметра сверла (но менее 4-5мм)
типа http://www.diynetwork.com/home-impro. res/index.html
Re: Сверловка торцов под конфирматы (фрезером?)
Для этого можно много чего сделать, включая выточку свёрел, изготовления кондукторов, приглашения специалиста, а также приглашения специалиста с выточенными свёрлами и кондуктором, а также включая приглашение немецкого специалиста с немецкими свёрлами и немецкими кондукторами.
Но если сверлить надо прямо здесь прямо в этой комнате прямо сейчас прямо обычными тупыми свёрлами по металлу, то это тоже возможно. Я сверлил. Главное, помнить про технику безопасности.
Re: Сверловка торцов под конфирматы (фрезером?)
А я что, где-то сказал что нельзя , можно конечно, вопрос целесообразности
Re: Сверловка торцов под конфирматы (фрезером?)
Никакой кондуктор не спасет от кривых рук. Присадка “в торец” репетируется на кусочке материала если есть необходимость. 5 отверстий вполне достаточно чтобы понять ваше это занятие или нет. Кондукторы, зенкеры, наборные сверла для конфирматов это полная чушь для профи. Для конфирматов есть 3 диаметра сверел: 4,5-5мм (в торец), 6,8-7мм (в плоскость), 10мм (раззенковать отверстие для установки головки винта “впотай” если есть необходимость).
Это что касается ДСП. Если у Вас мебельный щит, то там актуальна заглушка чтобы прикрыть головку винта. Вот и все.
ЗЫ кондукторами пользуются мелкие шаражки без станочного парка для ускорения работ. Весь кайф кондуктора не в том что он не дает сверлу вильнуть, а в том что с его помощью не нужно делать разметку.
Re: Сверловка торцов под конфирматы (фрезером?)
Если мы имеем 60 шурупов, то это 120 отверстий. Кайф колхозкондуктора в том, что изготовить этот кондуктор и насверлить с его помощью отверстий будет быстрей, чем делать разметку и сверлить по ней. И шансов на ошибку разметки гораздо меньше, не все ведь могут без ошибок разметить много разных листов.
Re: Сверловка торцов под конфирматы (фрезером?)
Немного не согласен. Во первых с практикой развивается глазомер, во вторых новичку никогда не дадут собирать большую партию. В третьих присадка партии деталей в торец намного быстрее если детали (к примеру полка шкафа 4 отверстия по 2 на один торец) лежат в стопке (с кондуктором нужно перемаслать всю стопку подетально). Но это все мелочи. Я кондукторы только новичкам раздавал не столько для точности, сколько для того чтобы запоминали стандарт расстановки присадки. После усвоения кондукторы возвращались в ящик до появления новых студентов.
———- Сообщение добавлено 16.30 ———- Предыдущее сообщение было 16.23 ———-
А в целом кондукторы очень полезны при работе с металлом (профили для шкафов купе к примеру), но там чтобы не разбивались отверстия стоит продумать вариант сменных футорок.
———- Сообщение добавлено 16.38 ———- Предыдущее сообщение было 16.30 ———-
Jazzer, в Вашем случае стоит сначала “разложить” изделие на детали и раз и навсегда для себя принять 2-3 размера для расстановки крепежа. Самые ходовые это 50, 70, 100 мм от края для конфирматов, стяжек типа Blum и 60,80 для шкантов. Лучше потратить лишнее время на разметку, чем материться при сборке. Пример: ширина детали 300мм, в этом случае лучше рулеткой отметить (считаем от “лица” детали) расстояние 50 и 250 мм, чем отметить дважды по 50 от краев. Дело в том что каким бы ни был спец на пиле, но железо есть железо и на выходе бывает и 258мм и 303. В итоге деталь просверленная в торец не “бьет” с деталью просверленной в плоскости на 2-3мм. А если люфтят в размерах обе детали, то сборщики вернувшись с объектов будут очень и очень злыми)))
———- Сообщение добавлено 16.42 ———- Предыдущее сообщение было 16.38 ———-
Вообще не пользуюсь такими. Дело в том что конфирмат может немного “гулять” в отверстии при закручивании и любую нестыковку можно “вытянуть” при условии что разбег не превышает 2-3мм. Если нестыковка больше, то отверстие проще рассверлить, заглушить шкантом на клею и пересверлить.
———- Сообщение добавлено 16.47 ———- Предыдущее сообщение было 16.42 ———-
Источник: forum.vegalab.ru
Приспособление для сверления торцов
Казалось бы, простая задача – просверлить детали с торца для установки конфирматов или шкантов. Но проблема состоит в том, что их нужно сверлить точно под углом 90. Конечно бывалые мебельщики сверлят всегда вручную, и получается у них это быстро и точно! Но в то же время думаю никого не покидает мысль о том, чтобы как-то упростить и систематизировать этот процесс, особенно когда много деталей. Часто бывает, что приходится доверить процесс сверления кому-то неопытному, и тогда возникает много «косяков» со стыковкой деталей. И тогда задумываешься… был бы какой-нибудь простенький станочек, чтобы показать помощнику без навыков что ему нужно делать, а он бы сверлил не торопясь, и качественно.
Для торцевого сверления существуют различные приспособления, промышленного производства, как стационарные для цеха или гаража, так и мобильные. Их называют сверлильно-присадочными станками. Но всех начинающих мебельщиков и «сам себе мастеров» интересуют бытовые варианты со стоимостью стремящейся к нулю.
Как изготовить такого помощника самостоятельно? Изучая соответствующую тему на форуме мебельщиков мы увидели, что приспособлений для сверления существует наверное столько же, сколько и мебельщиков, каждый считает свое приспособление самым удобным. В принципе это в некоторой степени правильно, ведь каждый делает приспособление под свои задачи и так как ему удобнее.
Рассмотрим опыт форумчан, возможно кому-то из вас понравится определенная идея и облегчит работу.
Первым мы рассмотрим приспособление, предложенное пользователем Babel. 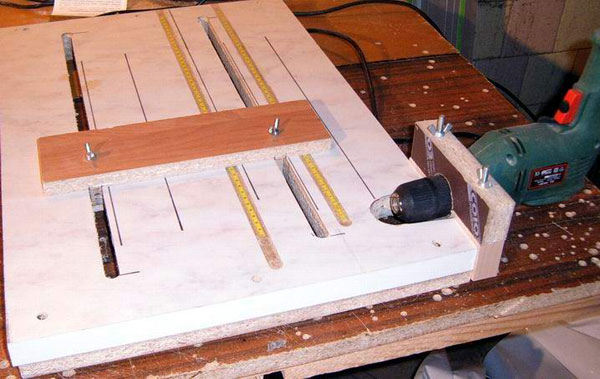
Сам по себе принцип приспособления не нов – в подставке закреплен патрон со сверлом и деталь подается на сверло. Собрано оно из того что было под рукой: кусок столешницы 60х60см, несколько обрезков ДСП, рулетка, саморезы и винты с «барашками». Самая дорогая деталь в приспособлении – небольшая дрель на 400Вт. Дешево и сердито, но свою главную задачу выполняет – упрощает работу и экономит вам время. Для начинающих мебельщиков — просто находка. 
Для изготовления приспособления потребуется мощный фрезерный станок, чтобы сделать пазы под направляющую и под линейку. Линейку сделали из рулетки, разрезанной пополам (экономия никому не повредит). Чем больше линейка – тем более универсальной получится конструкция. Для быстрой настройки желательно иметь столешницу около 80см. 
Дрель закрепляется между двумя обрезками этой столешницы. Справа скрепляем обрезки винтами, а после этого просверливаем перпендикулярно коронкой на 60мм отверстие. По высоте дрель регулируется подкладыванием снизу кусочков наждачки, так чтобы ось сверла была на расстоянии 8мм от столешницы. 
***************************************************************************
Другой вариант приспособления кажется более универсальным, позволяет сверлить детали любой длины, хоть все 2750мм, принцип работы прост – кладем деталь, нажимаем педаль и сверлим. Это уже полуавтоматическая система. 
Холостой ход. 
Сверление в ЛДСП. 
Гофра для отвода опилок из зоны сверления. 

Простое устройство педального узла. 

Комментарии:
36 комментариев на «“Приспособление для сверления торцов”»
Андрей, спасибо! Информации на форуме действительно тонны :), здесь собрано, пожалуй, лучшее. Наверное, на днях повторю первую или вторую конструкцию. Удачи Вам и еще раз спасибо!
Андрей, спасибо! Очень интересные станки!
Огромное спасибо за обзор. Не всегда хочется копать «тонны» что бы получить несколько действительно ценных идей. А тут просто великолепная выборка
ЗдОрово. Спасибо, Андрей! Для меня это была, действительно, самая «нелюбимая» работа. Теперь попробую в свете открывшихся «нано-технологий» ;-).
ну и убожество, чисто совдеповские руки…
Здесь главное не как выглядит, а сколько времени и нервов экономит, и самое главное это НЕ ПРОДАВАТЬ. Кстати ваших предложений что-то не видно?
Хотя я часто использую продвинутые технологии (они присутствуют практически во всех областях строительства и не только), этот вариант очень даже неплохой для самостоятельной работы. Главное результат, а не средство достижения.
Источник: andreylappo.ru
Сверление отверстий под конфирмат
 Современная мебель из ДСП и МДФ часто собирается при помощи винтов-конфирматов, которые среди мебельщиков именуются также евровинтами или еврошурупами. Перед их ввинчиванием в плитах просверливаются технологические отверстия со строго заданными параметрами. О процессе подготовки этих отверстий и пойдет речь в этой статье.
Современная мебель из ДСП и МДФ часто собирается при помощи винтов-конфирматов, которые среди мебельщиков именуются также евровинтами или еврошурупами. Перед их ввинчиванием в плитах просверливаются технологические отверстия со строго заданными параметрами. О процессе подготовки этих отверстий и пойдет речь в этой статье.
Отверстие под конфирмат сверлится в толще первой детали и в торце второй детали, которые стыкуются под прямым углом. По длине оно должно иметь ступенчатый перепад диаметров. Это связано с конструктивными особенностями евровинта. Его стержень состоит из цилиндрической гладкой шейки и основной резьбовой части. Под резьбу сверлится отверстие меньшего диаметра, под шейку – большего. Также крепеж имеет потайную головку в форме усеченного конуса, под которую подготавливается посадочное место. На практике применяются две технологии сверления отверстий.
Использование трех разных по диаметру сверл
 Данный способ подойдет для малых объемов работ, так как требует больше времени. Подготовка отверстия выполняется в три подхода:
Данный способ подойдет для малых объемов работ, так как требует больше времени. Подготовка отверстия выполняется в три подхода:
Первый шаг – сверление через две детали на всю длину евровинта. Диаметр сверла должен быть равен диаметру тела винта без учета резьбы. Это делается для того, чтобы витки резьбы смогли нарезать ответную резьбу в материале.
Второй шаг – расширение уже полученного отверстия под гладкую часть метиза, которая должна иметь плотную посадку, но не слишком, чтобы не расколоть материал. Рассверливание выполняется сверлом, равным толщине шейки и на глубину, равную ее длине.
Третий шаг – зенкование отверстия для заглубления головки в материал. Это можно сделать сверлом большего диаметра, но для получения качественного результата без сколов лучше выполнить эту операцию зенкером.
Конфирматное сверло – три в одном
 Работать со специальным конфирматным сверлом (фрезой) намного проще, поскольку оно имеет особую ступенчатую геометрию, и вся операция выполняется за один проход. Дополнительное преимущество его использования состоит в том, что оно одновременно снимает фаску под потайную головку метиза. По сути, оно заменяет собой два разных по диаметру сверла и зенкер. Кроме того фреза для конфирмата имеет заходную часть с острым наконечником, который обеспечивает точное вхождение инструмента и исключает риск его увода в сторону вначале сверления.
Работать со специальным конфирматным сверлом (фрезой) намного проще, поскольку оно имеет особую ступенчатую геометрию, и вся операция выполняется за один проход. Дополнительное преимущество его использования состоит в том, что оно одновременно снимает фаску под потайную головку метиза. По сути, оно заменяет собой два разных по диаметру сверла и зенкер. Кроме того фреза для конфирмата имеет заходную часть с острым наконечником, который обеспечивает точное вхождение инструмента и исключает риск его увода в сторону вначале сверления.
Размеры отверстий под конфирмат
 На винты-конфирматы нет ГОСТов, они производятся по европейским стандартам 3E120 и 3E122 и имеют довольно широкий размерный ряд, представленный следующим типоразмерами: 5х40, 5х50, 6.2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
На винты-конфирматы нет ГОСТов, они производятся по европейским стандартам 3E120 и 3E122 и имеют довольно широкий размерный ряд, представленный следующим типоразмерами: 5х40, 5х50, 6.2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
Самым распространенным размером является 6.4х50 мм. Для просверливания отверстия под его резьбу используется сверло диаметром 4.5 мм, а под гладкую часть – 7.0 мм.
При работе с евровинтами других размеров придерживаются следующего правила – диаметр основного отверстия (под резьбу) должен быть равен диаметру стержня без учета высоты резьбы. То есть:
- винт 5 мм – сверло 3.5 мм
- винт 7 мм – сверло 5.0 мм
Для того чтобы предотвратить риск смещения деталей во время сверления, необходимо жестко зафиксировать их положение друг относительно друга. Легче всего это сделать при помощи угловой струбцины или других зажимов.
Источник: krepcom.ru
Сверление сборочных отверстий.
По составленным ранее схемам сверлим сборочные отверстия, поочередно в каждой детали. Теперь подробнее о самом процессе сверления.
Сверление отверстий в торцах деталей.
Так как диаметр резьбы конфирмата 6,4 мм, то отверстие в материале должно быть меньшего диаметра от 4,5 до 5 мм., что соответствует диаметру сердечника конфирмата. Это для того, что он бы имел возможность крепко стянуть детали. Если отверстие будет меньшего диаметра, то конфирмат будет закручиваться с большим трудом и раздавливать ДСП по сторонам, а лицевая поверхность ламината может треснуть. Но если отверстие будет больше 5 мм., то конфирмат будет не надежно держаться в теле ДСП и такое соединение расшатается. Для сверления отверстий под конфирматы в торцах деталей используем сверло диаметром 5 мм., в большинстве случаев именно этот диаметр используют в “конфирматном” сверле.
| Разметку со схем переносим на детали. | Что бы сверло пошло точно по метке, накерниваем её шилом. |
 |
 |
| Сверлим отверстия. | Готовое отверстие. |
 |
 |
Правило: при сверлении отверстия в торце, дрель держим строго параллельно плоскости детали, во избежание ухода сверла в сторону, которое может привести к порче детали.
| Отверстие сверлим строго параллельно плоскости детали. | Если дрель держать не параллельно плоскости, то сверло может “уйти” и повредить деталь. |

Посмотрите видео ролик процесса сверления отверстий в торцах: Скачать видео |
 |
Сверление отверстий под конфирматы, в пласти деталей с помощью конфирматного сверла, удобно тем, что все действия совершаются за один проход. А это: сверление основного отверстия – 5мм., сверление уширения под шейку конфирмата – 7мм. и зенковка отверстия под шляпку.
| Разметка. | Сверление |
 |
 |
| Так выглядит правильно засверленное отверстие. |
 |
Как уже говорилось ранее, конфирматное сверло можно заменить используя сверло диаметром 7мм и зенковку.
| Сверление отверстия, сверлом 7мм. | Зенкованное под шляпку конфирмата. |
 |
 |
| Если выбран второй вариант, то рекомендуется во избежании сколов на обратной стороне отверстия, сверление производить не “навесу”, а положить деталь плоскостью на поверхность верстака. Под место сверления положить обрезок ДВП, тогда сверло при выходе с обратной стороны не будет “проваливаться” и делать сколы на поверхности, а само отверстие получится более аккуратным. | Справа, на фото, оборотная сторона отверстия сделанного “навесу”, слева с прменением подложки из ДВП. |
 |
Сверлим с помощью сверла диаметром 8мм. с установленным ограничителем глубины сверления.
| Выставляем ограничитель исходя из толщины ДСП. | Сверлим в пласти до упора в ограничитель. |
 |
 |
| Затем снимаем ограничитель или выставляем его на глубину 20мм. и сверлим в торцах детатей. | Если разметка была проделана аккуратно, то деталь должна точно встать на свое место, без перекосов. |
 |
 |
После того, как все сборочные отверстия засверлены, приступаем собственно к сборке стола.
Источник: www.makuha.ru